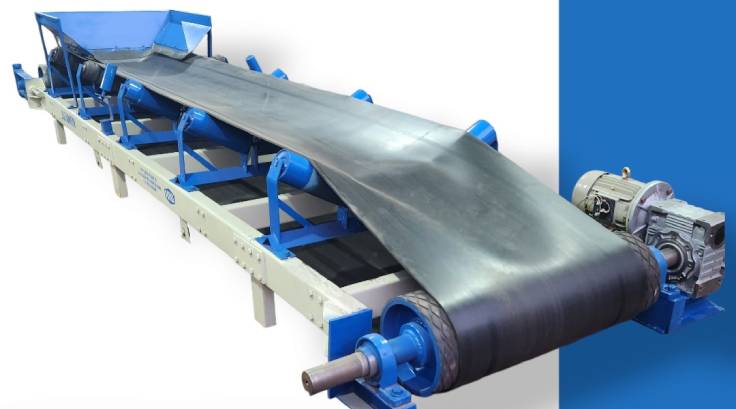
Functionality: Conveyors can transport items horizontally, vertically, or on an inclined plane. They can be designed to handle a wide range of materials, from small and lightweight items to heavy and bulky goods.
Automation and Integration: Many conveyors are part of automated systems, integrating with robotics, sensors, and computer controls to optimize material flow and reduce labour costs.
Applications: Conveyors are used in various industries including manufacturing, food processing, pharmaceuticals, automotive, mining, and agriculture. They are crucial for assembly lines, packaging lines, distribution centers, and shipping terminals.
Safety Considerations: Proper design and maintenance of conveyors are essential for safety. Guards, emergency stops, and regular inspections are necessary to prevent accidents and ensure smooth operation.
Environmental Impact: Efficient material handling reduces waste, improves energy efficiency, and contributes to sustainability goals by optimizing transportation and minimizing manual handling.
Material handling conveyors play a vital role in modern industrial operations, enhancing productivity, reducing operational costs, and improving overall workflow efficiency.